专注于铝方通,铝单板铝天花吊顶的销售及服务
咨询热线:
15215162110 13594036308
专注于铝方通,铝单板铝天花吊顶的销售及服务
15215162110 13594036308

官网:www.xihanglv.com
联系人:李先生
手机:152-15162110
手机:135-94036308
座机:023-68602567
邮箱:415214519@qq.com
厂址:重庆市九龙坡区华岩镇西山村
铝方通生产过程包含多个关键环节,每个环节都有其独特的原理,这些原理直接影响铝方通的质量和性能,以下为你详细介绍:
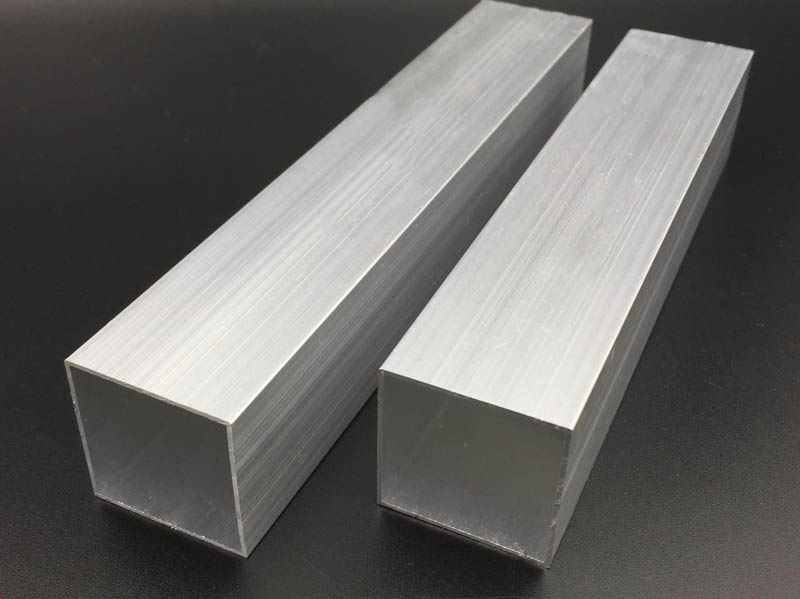
挤压成型环节
塑性变形原理:铝在常温下硬度较高且塑性较差,难以直接加工成复杂形状。但在挤压过程中,通过加热铝棒,一般将其加热到 400 - 500℃,此时铝原子获得足够的能量,原子间的结合力减弱,材料的塑性显著提高,处于热塑性状态。
在强大的压力作用下,铝棒能够发生显著的塑性变形,通过模具的狭小通道挤出,从而获得与模具形状一致的铝方通型材。
模具作用原理:模具是决定铝方通截面形状和尺寸的关键工具。它具有与所需铝方通形状相匹配的型腔。当铝棒在压力作用下通过模具时,模具的型腔对铝料施加均匀的压力,迫使其按照模具的轮廓流动和成型。
模具的设计精度和制造质量直接影响铝方通的尺寸精度、表面质量和形状一致性。例如,模具的型腔表面粗糙度会直接影响铝方通表面的光洁度;模具的尺寸精度决定了铝方通的实际尺寸与设计尺寸的偏差。
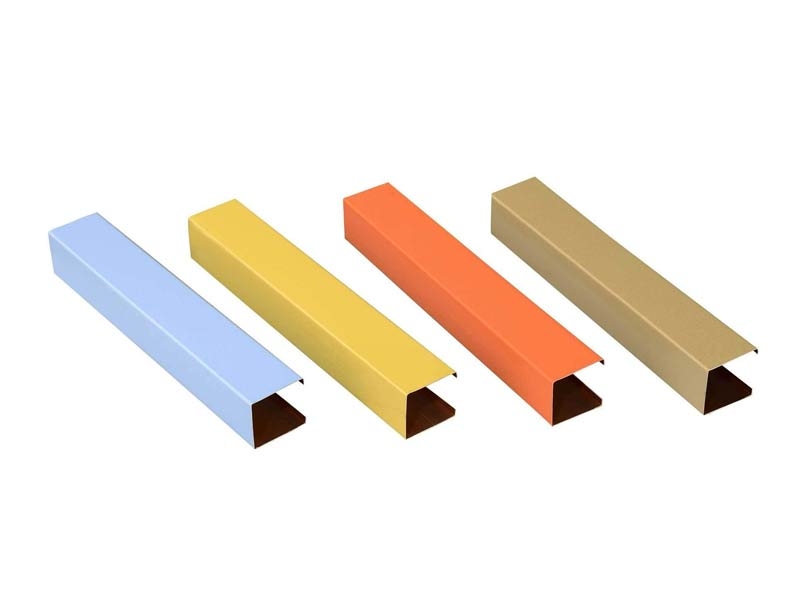
表面处理环节
粉末喷涂原理:粉末喷涂利用静电吸附原理。在喷涂过程中,粉末涂料颗粒带有静电电荷,而铝方通工件接地形成正极。根据异性电荷相吸的原理,带负电的粉末涂料颗粒会被吸附到铝方通表面。
然后通过高温烘烤(一般温度在 180 - 200℃),粉末涂料熔化并流平,固化形成一层均匀、坚固的涂层。这层涂层不仅具有良好的装饰性,还能提供优异的耐腐蚀性和耐磨性。
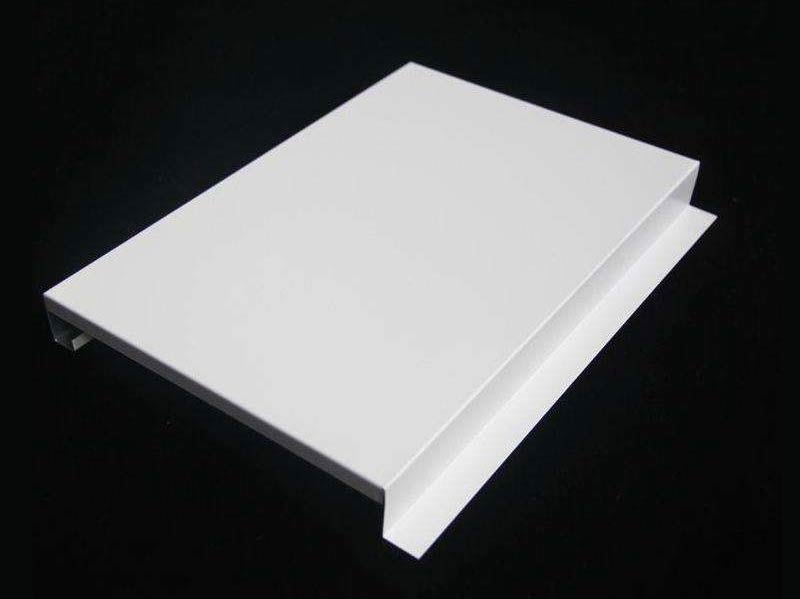
阳极氧化原理:阳极氧化是将铝方通作为阳极,置于电解液(如硫酸溶液)中,通过施加直流电压,使铝方通表面发生电化学反应。
在阳极上,铝原子失去电子变成铝离子进入电解液,同时电解液中的氧离子在铝表面获得电子,与铝离子结合形成一层氧化铝(Al?O?)薄膜。这层氧化膜具有多孔结构,经过进一步的封孔处理后,可以提高其耐腐蚀性和耐磨性。
阳极氧化过程中,通过控制电解液的成分、温度、电压和处理时间等参数,可以准确控制氧化膜的厚度和性能。
氟碳喷涂原理:氟碳喷涂是以氟树脂为主要成膜物质的涂料,通过喷涂设备将氟碳涂料均匀地喷涂在铝方通表面。氟碳涂料具有极低的表面能和优异的化学稳定性。
在喷涂后经过高温固化(一般温度在 230 - 250℃),氟碳涂料形成一层致密的涂层。这层涂层中的氟原子与碳原子形成的化学键非常稳定,赋予了涂层的耐候性、耐腐蚀性和自洁性,能够抵抗紫外线、酸雨、污染物等的侵蚀,长期保持铝方通的外观和性能。
切割环节
切割原理:铝方通生产中,根据实际使用需求,需将挤压成型后的长型材切割成特定长度。常用切割方式是圆锯片切割和激光切割。圆锯片切割利用高速旋转的圆锯片上锋利的刀刃,通过与铝方通表面的摩擦和剪切作用,将铝材切断。
激光切割则是利用高能量密度的激光束照射铝方通表面,使被照射区域的铝材迅速熔化、汽化,同时借助辅助气体将熔化和汽化的材料吹走,从而实现切割的目的。激光切割具有切割精度高、切口质量好等优点,适用于对切割精度要求较高的场合。